国際標準化機構 (ISO) は、普遍的に適用できる一連の標準を策定しました。 ISO 6362 は、アルミニウムおよびアルミニウム合金押出プロファイルの寸法公差を指定します。これは、プロファイルの組み立て精度と適応性に直接影響し、量産の一貫性の基本的な保証となります。 ISO 12944 は鉄骨構造の防食に焦点を当てていますが、アルミニウム表面保護の仕様は、アルミニウム形材の屋外使用に対する重要な基準値を持ち、表面処理プロセスの最適化の指針となります。
欧州標準化委員会 (CEN) によって策定された EN 規格は、ヨーロッパおよび関連貿易地域に適用されます。 EN 755 は、アルミニウムおよびアルミニウム合金の引抜き管およびシームレス管の技術要件に関するもので、管状アルミニウム プロファイルの品質を決定するためのベンチマークを提供します。. EN 12020-2 は、特に陽極酸化アルミニウム プロファイルの品質指標を規制するためのもので、酸化皮膜の品質、耐食性、耐摩耗性をカバーしており、ハイエンドの建築および産業用途のアルミニウム プロファイルの重要な認証基準となります。
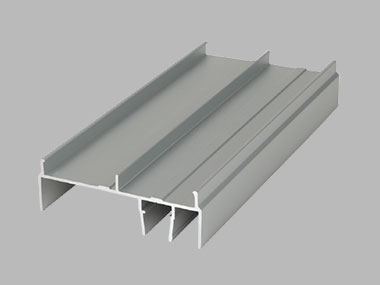
 寸法精度は、アルミニウムプロファイルの組み立てと適合性の中核となる指標であり、わずかな誤差でも組み立ての困難や機能の故障につながる可能性があるため、主要な寸法について体系的な検査を実行する必要があります。
寸法精度は、アルミニウムプロファイルの組み立てと適合性の中核となる指標であり、わずかな誤差でも組み立ての困難や機能の故障につながる可能性があるため、主要な寸法について体系的な検査を実行する必要があります。
 機械式PロパティT発育
機械式PロパティT発育