Så här väljer du rätt aluminiumrundmaterial för ditt bearbetningsprojekt
Datum:2026-06-10
Se: 733 Punkt
Runt aluminiummaterial är ett kärnråmaterial för ett brett spektrum av applikationer inom bearbetningsområdet och är lämpligt för en mängd olika bearbetningsprojekt inom flyg-, fordons- och allmän mekanisk industri. Noggrannheten i materialvalet påverkar direkt kvaliteten på arbetsstyckets bearbetning, produktivitet och långsiktig stabilitet.
Olika kvaliteter, specifikationer, processprestanda för rundstav av aluminium är extremt olika, blindt urval av material som är utsatta för verktygsslitage, arbetsstyckeskrot, bristande livslängd och andra problem. Den här artikeln kombinerar logiken i professionellt materialval, detaljerad förklaring av bearbetning av aluminium rundstång komplett uppsättning av vetenskaplig urvalsmetod. Vad är aluminium rund lager
GrundläggandeDefinition ochCmalmCegenskaper
Aluminium rund stav, även känd som aluminium rund stav, aluminium rund billet, är en solid aluminiumprofil med ett runt tvärsnitt, som tillhör de grundläggande industriella bearbetningsråvarorna. Detta material skiljer sig från ihåliga aluminiumrör och formade aluminium, med en enhetlig och regelbunden övergripande struktur, lämplig för alla typer av skärnings- och bockningsprocesser. Aluminium rundstänger som används i industrin är alla legeringsmaterial, att överge bristerna med ren aluminiumstruktur är för mjuk, både lätt, hög hållfasthet, korrosionsbeständighet och andra omfattande fördelar. Med ett brett utbud av specifikationer och storlekar kan de möta behoven av småskalig anpassning och storskalig industrialiserad massproduktion.
Mainstream produktionsprocess
Kärnproduktionsprocessen för rundstång av aluminium är varmsträngsprutning, där aluminiumämnet värms upp vid hög temperatur och extruderas till ett standardcylindriskt ämne med hjälp av en högtrycksdyna. Efter grundformningen kan den även matchas med kalldragning, finskärning, finslipning och andra förfinade bearbetningsprocedurer. Samtidigt kan T6, T6511 och andra värmebehandlingsprocesser användas för att optimera materialegenskaperna och förfina den interna kornstrukturen, vilket effektivt förbättrar dimensionsnoggrannheten och den mekaniska stabiliteten hos den runda stången, som är lämplig för scenarier för precisionsbearbetning.
Skärprestanda för olika typer av aluminiumlegeringar varierar, och i bearbetningsprocessen för CNC-svarv och fräsmaskin finns det en betydande skillnad i spånavlägsnande effekt, värmegenereringshastighet och verktygslämplighet. Allmänna, höghållfasta, mjuka legeringar har helt andra scenarier för bearbetningsanpassningsförmåga. 6061 legeringsskärning smidig, ren spånborttagning, lämplig för precisionsbearbetning i hög volym; 7075, 2024 höghållfasta legeringar med hög hårdhet, processvärmeproduktion, verktygsslitage, måste matcha de exklusiva processparametrarna och kylvätskan.
Rimligt materialval kan effektivt förlänga verktygets livslängd, skydda arbetsstyckets dimensionella noggrannhet och ytfinish, minska bearbetningsdefekter. Underlåtenhet att välja rätt material kan leda till deformation av arbetsstycket, dåliga toleranser, ytdragning och andra problem. Lämplig legering kan öka skärhastigheten och matningen, förkorta bearbetningscykeln och minska produktionskostnaden per styck. Dåligt materialval kan öka utrustningens stilleståndstid och avsevärt minska den totala produktionseffektiviteten.
DenRealCost avPoorMateriellSval
Vid provtagning av små partier kommer materialvalsfel att orsaka materialspill, provskrotning, förlänga projektutvecklingscykeln. I storvolymsindustriell produktion kommer förlusten orsakad av prestationsskillnader att fortsätta att ackumuleras, vilket komprimerar projektets totala vinst. Missbruk av vanliga legeringar i höghållfasta arbetsförhållanden kommer att leda till otillräcklig livslängd för det färdiga arbetsstycket, vilket orsakar reparationer efter försäljning och säkerhetsrisker. Mjuka legeringar som används vid precisionsbearbetning är utsatta för okontrollerade toleranser, vilket påverkar användningen av produktmontering.
För vanliga generella bearbetningsprojekt är 6061-T6 universallegering att föredra, med hänsyn till prestanda, kostnad och bearbetningsbekvämlighet. Särskilda höghållfasta, höga anti-korrosionsbehov, och sedan riktat utbyte av den exklusiva legeringskvaliteten. Konstiga legeringar behöver testas i små partier innan bearbetning, kombinerat med leverantörens skärparametertabell för att optimera processen. Samtidigt verifierar vi materialgarantidokumenten för att säkerställa att prestandan för hela partiet av material är enhetlig och stabil.
Välj rätt aluminiumlegering
DenCmalmSbetydelsen avAlojSval
De mekaniska egenskaperna hos rent aluminium är svaga och kan inte uppfylla kraven från industriella konstruktionsdelar. Industriella rundstänger av aluminium optimeras genom att tillsätta magnesium, kisel, koppar och andra element. Olika legeringsformuleringar motsvarar differentierade egenskaper som hållfasthet, korrosionsskydd och svetsning. Noggrann matchning av legeringskvaliteter är nyckeln till att balansera de mekaniska egenskaperna hos arbetsstycket, användningen av miljön, bearbetningstekniken och projektbudgeten. Urvalsavvikelser kan direkt leda till arbetsstyckesfel, bearbetningssvårigheter, kostnadsöverskridanden och andra problem.
MainstreamAlojGrader ochAtillämpningScenarios
6061-T6 är huvudlegeringen för industriella allmänna ändamål, med balanserad prestanda, lämplig för strukturella delar, mekaniska delar, konventionell skräddarsydd bearbetning, bekväm upphandling, kostnadseffektiv. 7075 och 2024 är höghållfasta legeringar av flygkvalitet, lämpliga för högbelastningsprecisionsdelar. 6063 fokuserar på utseende och anodisk oxidationseffekt, lämplig för dekorativ aluminiumbearbetning; 6082 styrka är bättre än 6061, lämplig för tung struktur och marina arbetsförhållanden; 3003, 5052 utmärkt korrosionsbeständighet, används mest i kemikalie- och livsmedelsutrustning.
Överväganden för val av legering
Prioritet bör ges till kontroll av arbetsstyckets hållfasthets- och seghetskrav, val av höghållfasta och anti-utmattningslegeringar för dynamiska förhållanden med hög belastning, och prioritering av användningen av material med hög seghet för bocknings- och formningsprocesser. Utomhus, havsvattenförhållanden fokuserar på att bedöma materialets korrosionsbeständighet. Samtidigt, med hänsyn till den efterföljande bearbetningstekniken, svetsarbetsstycket föredragna 6061, 6082, precisionsskärningsprioritet 6061, 2024, men också i kombination med budgeten, behöver generella scenarier inte blint välja avancerade höghållfasta legeringar.
LegeringStateSvalPsalvor
Aluminiumlegeringar med olika värmebehandlingstillstånd har stora skillnader i prestanda, T6-tillståndet har den högsta hållfastheten och lämpar sig för alla typer av bärande konstruktionsdelar, T6511 har avspänningssatts och bearbetats för bättre dimensionsstabilitet och lämpar sig för precisionsarbetsstycken. O tillstånd är glödgat mjukt tillstånd, plasticitet, lämplig för bockning, gjutning bearbetning, kan inte användas för höghållfasta lastbärande scenarier. Enligt bearbetningssekvensen och prestandakraven för den färdiga produkten bör materialtillståndet väljas korrekt.
Bestäm erforderlig diameter och tolerans
DenCmalmRole avDdiameter ochTtolerans
Diametern på rundstång av aluminium bestämmer direkt arbetsstyckets bärförmåga, totalvikt och bearbetningstillåtelse. En liten storlek kommer att resultera i otillräcklig strukturell styrka, medan en stor storlek kommer att resultera i slöseri med råmaterial och redundant bearbetning. Tolerans begränsar den tillåtna avvikelsen av materialstorleken, lös tolerans är lämplig för vanliga konstruktionsdelar, och stor tolerans är kärngarantin för precisionsmontering, lagerpassning och interferensanslutningsarbetsstycken.
StandardiseradDdiameterSspecifikationer påMarket
Rundstänger av aluminium klassificeras i två huvudstandarder: imperialistisk och metrisk, som täcker små, medelstora och stora konventionella specifikationer, och finns i tillräckligt lager på marknaden för att passa de flesta konventionella bearbetningsprojekt. Standardiserade storlekar kan effektivt minska inköps- och anpassningskostnaderna. Rundstänger med stor diameter, som inte är standard, stöder anpassad produktion, men inköpscykeln är längre och enhetspriset är högre. Standardstorlekar från hyllan är att föredra för rutinprojekt, så det finns inget behov av att blint anpassa icke-standardiserade storlekar.
ToleransStandarder förDannorlundaProcesser
Vanlig strängpressad rundstång av aluminium har ett brett utbud av dimensionstoleranser och enastående totalkostnadsprestanda, vilket är lämpligt för alla typer av stora strukturella delar och grovbearbetning av arbetsstycken. Denna typ av material är mycket mångsidig eftersom den kan användas i vanliga bearbetningsscenarier som inte kräver högprecisionsmontering. Runda stänger av aluminium tillverkade genom kalldragning och finslipning har extremt hög dimensionsnoggrannhet och kan uppnå precisionsbearbetningsstandarder på mikronnivå. Dessa högprecisionsprofiler används främst i krävande precisionsscenarier som precisionsaxelkärnor, lagerfästen och precisionsmonteringsdelar.
Den teoretiska diametern beräknas genom att kombinera arbetsstyckets kraftparametrar, och basstorleken bestäms med en säkerhetsfaktor på 1,5 till 4 gånger för att säkerställa stabiliteten hos arbetsstyckets belastningsoperation. Samtidigt reserveras ett skäligt styckningsbidrag. Finjustera storleken enligt monteringsmetoden, ytbehandlingsprocess, frigångspassning, olika standarder för tillåtelse för interferenspassning, anodisering, svetsprocess måste också reservera utrymme för storleksavvikelser i förväg.
StorlekSvalPövaStandard
Val av material bör följa industriprincipen att "föredra större snarare än mindre", med prioritet åt användningen av standardstorlekar för rundstavar av aluminium som är något större än kraven på den färdiga produkten. Genom att slutföra till målspecifikationen kan vi undvika problemet med materialskrot och omarbetning orsakad av otillräcklig storlek från källan. Inköpsritningar och orderdokument bör vara noggrant märkta med tekniska kärnparametrar såsom stångdiameter, dimensionella toleranser och rakhet. Om nödvändigt, begär materialinspektionsrapporter från leverantörer för att fullständigt verifiera materialnoggrannheten och säkerställa full överensstämmelse med bearbetnings- och produktionsstandarder.
Tänk på mekaniska egenskaper
Mekaniska kärnegenskaper
Draghållfasthet representerar den kritiska spänningen för materialbrott, sträckgränsen bestämmer den kritiska punkten för permanent deformation av arbetsstycket, vilket är kärnan för valet av strukturella komponenter, direkt relaterade till säkerheten för utrustningens drift. Utmattningshållfasthet, hårdhet, töjning motsvarar arbetsstyckets motstånd mot fram- och återgående belastningar, slitstyrka, slaghållfasthet, dynamisk drift, högfrekventa spänningar arbetsstycken måste fokusera på verifiering av dessa indikatorer.
6061-T6 omfattande och balanserad prestanda, styrka, seghet, slitstyrka för att matcha den allmänna mekaniska bearbetningen, är det mest kostnadseffektiva legeringsmaterialen för allmänna ändamål, tillämpligt på det bredaste spektrum av scenarier. 7075-T6 är nära stål i styrka, med enastående lättviktsfördelar, lämplig för flyg, avancerade bildelar med hög belastning; 2024-T3 har utmärkt utmattningsmotstånd och är lämplig för cyklisk drift av precisionstransmissionsdelar.
Inverkan av mekaniska egenskaper på projekt
Höghållfasta legeringar kan minska den totala storleken på arbetsstycket, inse utrustningens lätta design och samtidigt säkerställa säkerheten för den strukturella lastbärande, lämplig för utrymmesbegränsningar, lättviktskrav på utrustningsscenen. Materialets hårdhet är kopplat till svårigheten att skära, hög hårdhet påskyndar förlusten av skärverktyg, och materialet är för mjukt och benäget att skärdeformeras. Material med otillräcklig seghet är benägna att spricka och skadas vid böjning.
MekaniskMateriellSvalSdödar
I produktdesignstadiet kan du använda professionell simuleringsprogramvara för att simulera arbetsstyckets verkliga arbetsförhållanden, kombinerat med den officiella materialparametermanualen för att kontrollera exakta prestandadata. Förlita dig på standardiserat parameterval, överge helt blindheten hos traditionellt empiriskt materialval. Nya bearbetningsprojekt kan prioritera användningen av 6061-legering provtagning provproduktion, för att verifiera lämpligheten av produktstrukturen och de faktiska arbetsförhållandena. Efter att ha bekräftat användningskraven kommer vi att uppgradera det höghållfasta legeringsmaterialet enligt behoven, för att exakt balansera produktens prestanda och den totala kostnaden för projektet.
Utvärdera bearbetnings- och ytfinishkrav
SkärningPprestanda avDannorlundaAlloys
6061, 6082 legeringar har utmärkt skärprestanda, ren spånavlägsning, inte lätt att fästa vid kniven, höghastighetsbearbetning, ingen grad, ingen tråddragning, lämplig för alla typer av högprecisions CNC-bearbetningsscenarier. 7075, 2024 bearbetningssvårigheter är hög, värmeproduktion, verktygsslitage, behov av att optimera skärparametrarna; 3003, 5052 textur är mjukt material som är lätt att fästa, mer lämpat för formningsbearbetning snarare än precisionsskärning.
Anpassning avWorkpieceSytaFinishLevel
Konventionella vanliga konstruktionskomponenter har lösa krav på ytjämnhetsindex, och standardsvarvningsprocessen kan uppfylla de grundläggande användningsstandarderna. Det finns inget behov av ytterligare efterbehandlingsprocess, vilket effektivt kan komprimera bearbetningstiden och kontrollera den totala produktionskostnaden. Precisionspassning, utseendedekoration och tätning av arbetsstycken har strikta standarder för ytfinish. Det är nödvändigt att optimera yteffekten genom finsvarvning, slipning, polering och andra förfinade processer, och garantera kvaliteten på den färdiga produkten med högprecisionsråmaterial av rundstång i aluminium.
Metoder för attjagförbättraPridning ochSytaFkvalitet
Enligt materialegenskaperna hos olika aluminiumlegeringar, matchande den exklusiva verktygstypen och skärprocessparametrarna. Minska matningshastigheten på lämpligt sätt i efterbehandlingsstadiet, försvaga vibrationen i skärutrustningen och förbättra stadigt jämnheten på arbetsstyckets yta. Rimligt dela upp grovbearbetnings- och finbearbetningsprocesserna och reservera en vetenskaplig standard för kapning. Optimera bearbetningsplanen i förväg genom att kombinera efterföljande ytbehandlingsprocesser såsom anodisering och sprutning för att garantera dimensionsnoggrannheten och utseendet på den färdiga produkten.
Vi prioriterar 6061 aluminiumlegering med utmärkt skärprestanda för rutinmässiga bearbetningsprojekt, och förlitar oss på dess smidiga bearbetningsegenskaper för att minska verktygsslitage och effektivt komprimera bearbetningstimmar och produktionskostnader. Jämfört med höghållfasta och svårbearbetade legeringar har den fler fördelar i form av omfattande kostnadsprestanda och anpassningsförmåga till marken. För scenarier för bearbetning av arbetsstycket med ultrahög precision kan du direkt anpassa upphandlingen av precisionsslipad rundstav av aluminium. Genom att förlita sig på råmaterialets högprecisionstolerans kan den sekundära efterbehandlingsprocessen strömlinjeformas kraftigt, vilket effektivt förenklar produktionsprocessen och realiserar rimlig kontroll över den totala projektkostnaden.
Tänk på miljö- och tillämpningsvillkor
FrätandeEmiljöAdaptivSvalProgram
Saltspray, havsvatten och andra marina förhållanden är mycket frätande, måste använda 5052, 6061 och andra korrosionsbeständiga legeringar, undvik 2024 och andra högkopparlegeringar, med anodiserat skydd vid behov. Utomhus utomhus arbetsförhållanden kan lita på 6061, 6082 naturligt oxidskikt korrosion, kemisk syra och alkali miljö prioritet till 3003, 5052 legering, med sprutning, beläggning för att stärka skyddet.
Aluminiumlegering har utmärkt seghet vid låg temperatur, lågtemperaturmiljö kommer inte att inträffa under spröda sprickor, materialstrukturen har alltid varit stabil. Denna egenskap gör den direkt tillämpbar på bearbetning av alla typer av lågtemperaturutrustningsdelar, utan att behöva byta ut specialmaterialet. Kontinuerliga arbetsförhållanden vid hög temperatur kommer gradvis att försvaga den strukturella styrkan och stabiliteten hos aluminiumlegeringar, vilket lätt kommer att leda till deformation och prestandaförsämring av arbetsstycken. I scenarier för högtemperaturdrift är det nödvändigt att välja aluminiumlegeringar med stabil värmebeständig prestanda, strikt kontrollera utrustningens kontinuerliga arbetstemperatur och undvika deformation av arbetsstycket, fel och andra felproblem från källan.
Byggnadskonstruktionsdelar kräver hög väderbeständighet och strukturell styrka, 6061 och 6082 aluminiumlegeringar har stabila prestanda och är lämpliga för alla typer av utomhus och bärande konstruktionsscenarier. Flyg- och fordonsdelar fokuserar på höghållfasthet och lättviktsegenskaper, 7075, 2024-legeringar av flygkvalitet är de föredragna materialen för avancerad precisionsbearbetning. Mat och medicinsk utrustning på materialsäkerhet, lätt att rengöra de strikta kraven, 3003, 5052 aluminiumlegering giftfri miljöskydd, korrosionsbeständighet, i full överensstämmelse med industrins hälsostandarder. Elektroniska värmeavledningsdelar fokuserar på värmeledningsförmåga, 6061, 6063 aluminium värmeledningskoefficient är utmärkt, kan helt anpassas till olika typer av värmeavledning komponenter bearbetning och användningskrav.
LångsiktigtProtation ochStjänstLifeOoptimering
Genom hård anodisering, pulverlackering och andra professionella ytbehandlingsprocesser kan rundstången av aluminium avsevärt stärka slitstyrkan, korrosionsbeständigheten och UV-åldringsbeständigheten hos den färdiga produkten, som effektivt kan anpassas till olika typer av komplexa och tuffa industriella arbetsförhållanden. När aluminiumprofiler skarvas med olika metaller krävs isoleringsbehandling för att förhindra elektrokemiska korrosionsproblem. Med normaliserad rengörings- och underhållshantering kan åldrandet av materialet försenas i största möjliga utsträckning, vilket avsevärt förlänger arbetsstyckets totala livslängd.
Arbeta med en pålitlig aluminiumleverantör
En kvalitetsleverantörs kärnvärden
En professionell och pålitlig aluminiumleverantör kan strikt kontrollera batchkvaliteten för att säkerställa att materialsammansättningen, dimensionsnoggrannheten och de mekaniska egenskaperna för varje parti av aluminiumrundstång är mycket enhetliga. Detta undviker effektivt bearbetningsavvikelser och färdiga produktdefekter orsakade av ojämn materialkvalitet och säkerställer smidig produktion. Högkvalitativa leverantörer kan tillhandahålla professionell teknisk support på ett enda ställe, kombinerat med olika bearbetningsförhållanden och produktkrav, för att exakt matcha lämpligt program för val av aluminium rundstångsmaterial. Samtidigt har de stabil leveranskapacitet och strikt kontrollerar leveranscykeln för att eliminera riskerna för projektavbrott och förseningar i tidtabellen.
KärnaCriteria förSupplierSval
Pålitliga aluminiumleverantörer har ett perfekt lagersystem som täcker alla kvaliteter och specifikationer av rundstavar av aluminium, som flexibelt kan anpassas till diversifierade inköpsbehov såsom provtagning och testning, provproduktion i små partier och storskalig massproduktion. Regelbundna leverantörer kan tillhandahålla fullständig fabrikskvalificering och auktoritativ materialtestningsrapport, vilket stöder en mogen kvalitetskontrollprocess. Avskärma strikt rakheten, dimensionstoleransen och ytkvaliteten hos rundstänger av aluminium för att uppnå spårbarhet och verifiering av materialkvalitet.
MervärdeStjänster ochCoperationAfördelar
Pålitliga aluminiumleverantörer kan tillhandahålla one-stop djupbearbetningstjänster såsom skärning till längd, gradning, skyddande inkapsling, etc., vilket effektivt minskar de efterföljande sekundära bearbetningsprocedurerna för företag och avsevärt förbättrar den totala produktions- och bearbetningseffektiviteten. Utrustad med ett professionellt applikationsteknikteam kan det tillhandahålla skräddarsydda materialvalslösningar och processoptimeringsvägledning för komplexa arbetsförhållanden och speciella bearbetningsbehov, vilket hjälper kunderna att effektivt lösa olika produktionsproblem.
Upphandlingsprocessen bör vara noga med att identifiera aluminium rundstångsmaterial långt under det genomsnittliga marknadspriset, lågpris aluminium av låg kvalitet finns ofta i orent material, tolerans, ytdefekter och andra dolda kvalitetsproblem, vilket kommer att medföra stora dolda faror för bearbetning och produktion. Det första samarbetet med leverantören rekommenderas att använda ett litet provupphandlingsläge, omfattande testning av aluminiumbearbetningsprestanda och övergripande kvalitet. Efter att proverna uppfyller standarden, genomför sedan upphandling i stora volymer, vilket effektivt kan undvika upphandlingsrisker som materialskrotning och projektförluster.
Vanliga misstag vid val av runda aluminiumlager
Blindval av legeringskvalitet
Många inköps- och designpersonal väljer legeringskvaliteter enbart på basis av materialstyrka eller enhetspris, och ignorerar den faktiska tillämpningen av arbetsstycken. Appliceringen av höghållfast aluminiumlegering med dålig korrosionsbeständighet i utomhus- och marin saltspraymiljöer kommer mycket sannolikt att orsaka snabb korrosion och åldringsfel hos komponenterna. Om låghållfast mjuk aluminiumlegering blindt används i högbelastningsbärande strukturer, är arbetsstycket benäget att deformeras eller till och med spricka under långvarig stress. Att helt enkelt komprimera materialkostnaden och ta ett lågt pris som kärnvalskriterium kommer avsevärt att minska stabiliteten och den totala livslängden för den färdiga produkten.
FörsummarMvärkandeAbidrag ochTtoleransStandarder
Vissa utövare direkt i enlighet med den slutliga storleken på den färdiga produkten upphandling av aluminium rund stång, inte reserverade en rimlig skärning ersättning, kan den efterföljande efterbehandlingen inte fixa storleken fel. Detta misstag kan lätt göra att hela partiet av råmaterial skrotas, vilket direkt leder till omarbetning av projektet, förseningar i tidsplanen och materialförlust. Många materialvalspersonal är benägna att blanda ihop toleransstandarderna för extruderad aluminiumrundstav och kalldragen aluminiumrundstav, och precisionen hos de inköpta materialen matchar inte bearbetningskraven. Detta kan orsaka fastsättning av arbetsstycket, obalans i passformen och andra problem, vilket allvarligt påverkar precisionen vid monteringen av utrustningen och den totala monteringseffektiviteten.
De flesta av personalen hänvisar bara till standard inomhusarbetsförhållanden, ignorerar saltspray, hög temperatur, hög luftfuktighet, ultraviolett strålning och andra komplexa och svåra miljöfaktorer. Efter att arbetsstycket har satts i speciella arbetsförhållanden är det mycket lätt att få accelererad åldring, korrosionsfel och andra typer av kvalitetsproblem. Även om den valda aluminiumlegeringskvaliteten är helt lämplig för arbetsförhållandena, kommer avsaknaden av stödjande ytskyddsbehandlingsprocess att avsevärt minska arbetsstyckets servicecykel. Inte bara påverka stabiliteten i utrustningens drift, utan också öka de dolda kostnaderna för underhåll och utbyte.
VäljWrongMateriellHätaTåterbehandlingState
Glödgat mjukt tillståndsaluminium som används i höghållfast bärande struktur, arbetsstycket är mycket lätt att bära plastisk deformation, strukturell kollaps. Tvärtom, användningen av hög hårdhet T6 hård aluminium böjning och formning process, materialets seghet är inte tillräckligt, sannolikheten för sprickbildning, brott och andra bearbetningsdefekter. De flesta utövare är benägna att förväxla T6, T6511 och andra värmebehandlingsnedbrytningstillstånd, och ignorerar den centrala rollen av stressavlastningsprocessen. Detta kommer att leda till precisionsbearbetning av arbetsstycket efter uppkomsten av storleksförskjutning, deformationsförvrängningsproblem, vilket avsevärt minskar den långsiktiga driften av arbetsstyckets dimensionella stabilitet och tillförlitlighet.
SingelLojPrisAs denSvalCriteria
Blint inköp av okvalificerad lågpris aluminium rund stång, det finns i allmänhet ojämn fördelning av inre korn, rakhet avvikelse överstiger standarden och andra kvalitetsfrågor. Denna typ av material är mycket lätt att orsaka alla typer av produktionsfel under bearbetning, vilket direkt leder till en betydande ökning av andelen produktavvisande. Det mesta av det billiga aluminiumet till låga priser saknar formella kvalitetsinspektionsrapporter och kvalifikationscertifikat, och dess tillämpning i kärnutrustningens arbetsstycken kommer att innebära stora säkerhetsrisker för utrustningen. Efterföljande felavhjälpning, byte av arbetsstycke av den totala kostnaden, mycket högre än tidigare inköpsprisbesparingar.
En del av utövarna endast baserat på tidigare erfarenheter i valet av material, verifierade inte strikt draghållfastheten, sträckgränsen, utmattningshållfastheten och andra kärnmekaniska parametrar, och satte inte upp en rimlig säkerhetsfaktor i enlighet med kraftförhållandena, vilket avsevärt ökade arbetsstyckets belastningsbrott, risken för strukturellt brott. När man väljer material är det lätt att ignorera den kontinuerliga förlusten som orsakas av cyklisk belastning, och utmattningshållfasthetsparametern för material betonas inte som referens. Efter långvarig fram- och återgående drift av utrustningen kommer arbetsstycket att producera dolda sprickor som är svåra att upptäcka med blotta ögat, vilket så småningom kommer att leda till utrustningsfel och påverka produktionssäkerheten.
Slutsats
Det vetenskapliga urvalet av rundstång av aluminium är kärnan i bearbetningsprojektet för att förbättra kvaliteten och minska kostnaderna, behovet av en heltäckande legeringskvalitet, mekaniska egenskaper, dimensionella toleranser, bearbetningsteknik och flerdimensionella hänsyn till miljöanvändningen. Undvik alla typer av materialvalsmissförstånd och noggrant matcha materialkraven. Samtidigt docka vanliga aluminiumleverantörer, för att säkerställa stabil materialkvalitet, inte bara för att förbättra arbetsstyckets bearbetningsnoggrannhet och livslängd, utan också för att effektivt kontrollera produktionsförlusten, hjälpa bearbetning av projekt effektiv landning, långsiktig drift.
Henan Retop Industrial Co., Ltd. kommer att finnas där närhelst var du än behöver
 Varför materialval är viktigt vid bearbetning
Varför materialval är viktigt vid bearbetning Bestäm erforderlig diameter och tolerans
Bestäm erforderlig diameter och tolerans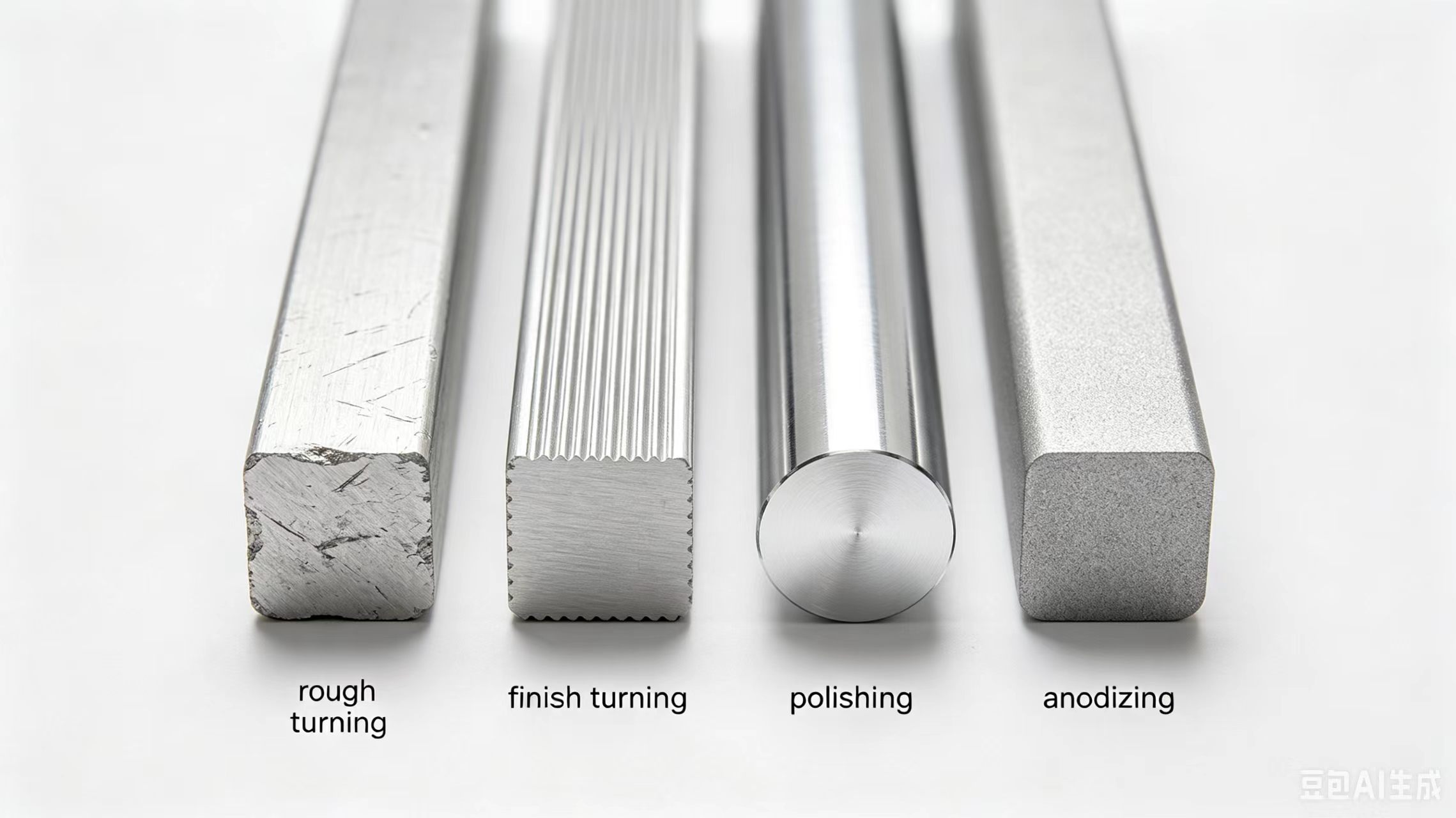 Tänk på miljö- och tillämpningsvillkor
Tänk på miljö- och tillämpningsvillkor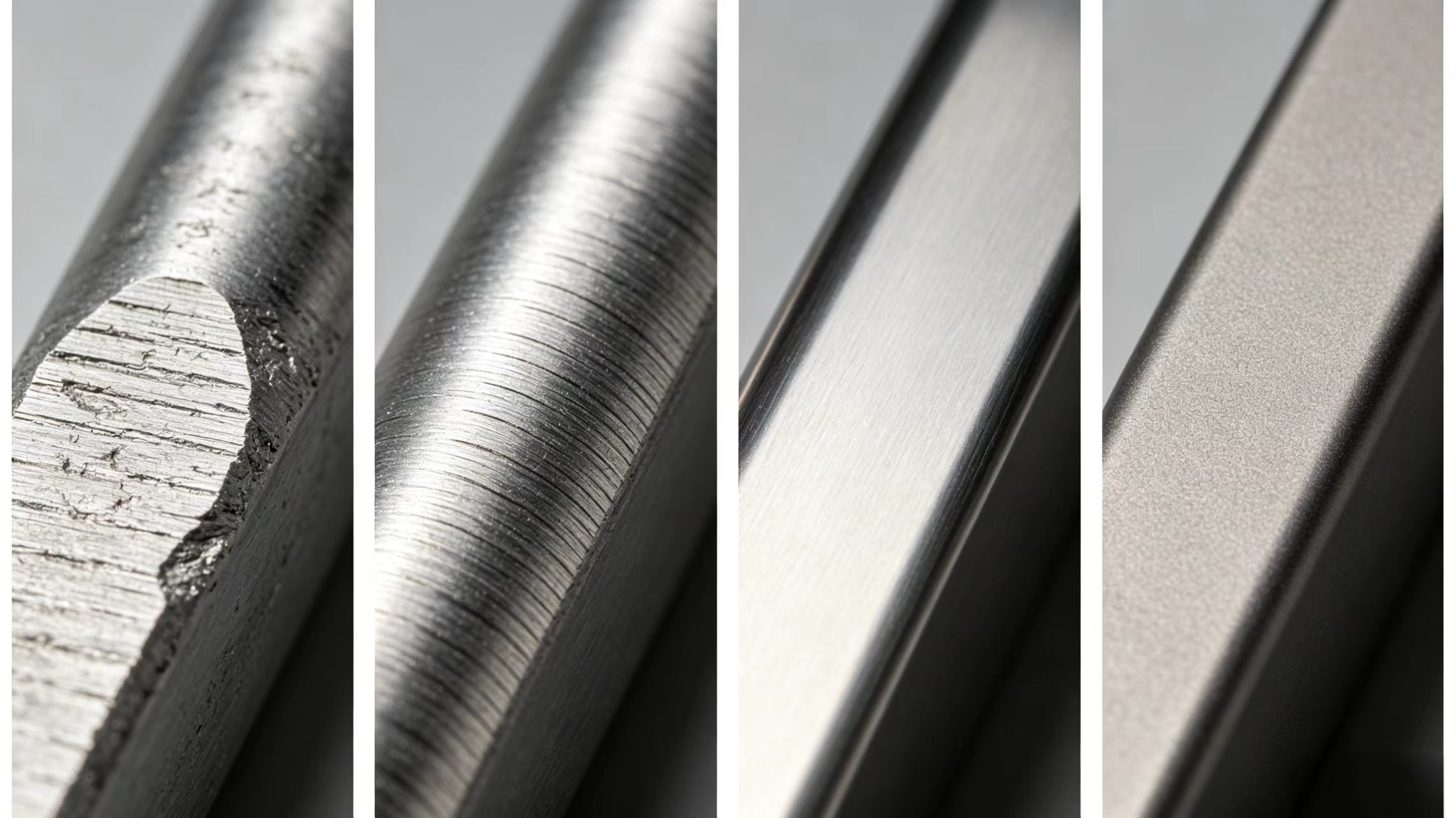 Vanliga misstag vid val av runda aluminiumlager
Vanliga misstag vid val av runda aluminiumlager